![]()
Research and Application Development
We don't wait for new innovations, we engineer them. From concept to commissioning.
Acuren’s Research and Application Development specializes in the development of advanced Ultrasonic inspection techniques and system for challenging inspection applications, with an emphasis on practical solutions which are field deployable. Our group is comprised of experienced Ultrasonic application development engineers with particular expertise in the following areas:

The Research and Applications Development group is composed of researchers with expertise in:
- Phased Array ultrasonic Testing (PAUT)
- Time-of-Flight-Diffraction (TOFD)
- Signal and Image Processing
- Probability of Detection (PoD) Study
- Machine Learning, Statistical Analysis of UT Data
- Full Matrix Capture (FMC)
- Total Focusing Method (TFM)
- Ultrasonic Modeling using CIVA
- Ultrasonic Inspections at Elevated Temperatures
- Inspection/Analysis Procedure Development
- Services Offered
- Past Successes
- Current Initiatives
- Technique and procedure development for Eddy Current/Eddy Current Array/Pulsed Eddy Current, Phased Array Ultrasonic Testing based inspections at ambient and elevated temperatures: we can develop an inspection technique from scratch all the way through to code qualified. Our team will find the optimal inspection parameters using a combination of modelling (CIVA/COMSOL/Beamtool) and experiment, as well as provide setups, calibration procedures and a full POD/sizing accuracy study to fully evaluate the proposed solution (as required). We also have intimate familiarity with all relevant codes and procedures required for technique qualification.
- Full-Matrix Capture/Total Focusing Method based technique development/refinement: The Research and Applications Development group has been working with FMC/TFM for over 3 years and has gained considerable insight into how to best optimize FMC based inspection techniques. We can recommend the best probe/wedge/acquisition unit combinations as well as the best rendering paths to make any FMC based inspection successful.
- Design and manufacture of ultrasonic wedges (including high temperature wedges), calibration blocks and scanning equipment: the Research and Applications Development group has considerable experience in the design of NDT equipment/apparatus with in house machining and fast prototyping capabilities.
- Probability of detection and sizing accuracy studies: full validation of any NDT technique using Eclipse Scientific’s STATUS POD software.
- Ultrasonic characterization of materials: precise measurement of acoustic velocities, attenuation and dispersion characteristics of any test specimen.
- Feasibility studies: short term proof of concept type studies, aimed at providing customers with evidence that a proposed inspection methodology is likely to be successful and is worth further research.
- High Resolution UT Immersion Scanning: Research and Applications Development has a fully equipped, multi-axis immersion tank scanning system and can provide high resolution ultrasonic inspection of complex parts.
- Custom Software and Algorithm Design: our expertise in signal/image processing and machine learning applied to NDT inspections coupled with Eclipse Scientific’s industry leading software team can provide customized solutions for the acquisition, processing and analysis of NDT data.
- Inspection technique was developed and optimized using CIVA models.
- Designed wedges were manufactured.
- Custom scanner was developed for scanning small fillet welds.
- Inspection procedure was developed for field deployment.
- Analysis procedure was developed for inspection data analysis.
- Technique was successfully deployed in field for the customer.
- Automated detection and sizing algorithms developed and proven effective.
Services offered by the Research and Applications Development team include:
Full Matrix Capture (FMC) Inspection of Fillet Welds for lack of fusion detection
We developed an inspection system based on Full Matrix capture data acquisition and Total Focusing Method (TFM) imaging algorithm for volumetric inspection of the fillet welds, detection of lack of fusion and quantifying/sizing disboning on the weld fusion face.

Design and qualify of a Phased Array Ultrasonic Testing (PAUT) inspection tooling for full volumetric examination of tube welds.
Research and Applications Development in partnership with Acruen Nuclear Services, designed a tooling for phased array inspection of tube welds. The scope of work included:





In addition to ongoing funded research projects, the Research and Applications Development group is also developing new technologies/techniques aimed at solving some of the most challenging inspection problems in the NDT industry as identified by Acuren’s subject matter experts. Our current research initiatives include:
Development of High Temperature FMC Inspection
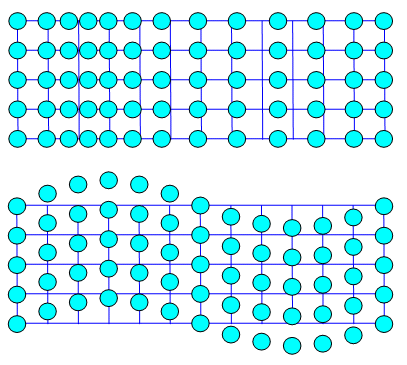
Full matrix capture inspection is increasingly deployed in situations where high resolution scans offer benefits for detection and sizing of small defects. In particular, TFM images have been found to provide quantitative information regarding the progression of high temperature hydrogen attack (HTHA) at room temperature. Since HTHA is commonly found in reactors operating at elevated temperatures, there exists considerable interest in running FMC scans at temperatures above 200 Celsius. Having previously developed high temperature wedges/scanners for PAUT inspections, the Research and Applications Development group is now investigating the potential of adapting these systems to FMC based inspections. Initial scans indicate that without applying any modifications to the TFM algorithm to compensate for temperature induced velocity gradients in the wedge and piece, FMC scans can be performed up to around 300 C with only minor distortions in the target images, as shown in the images below:

It is noted that the background noise increases considerably at high temperatures, that may interfere with the detection of HTHA which manifests as elevated material noise. The increase in background noise is likely caused by localized flashing of the high temperature couplant layer. Consequently, the team is looking into alternative coupling mechanisms capable of delivering better scan quality at very high temperatures. In addition, the team is working on modifying the delay calculations required for applying the TFM algorithm in the presence of a wedge velocity gradient using travel-time tomography. The end goal is to have a fully functional FMC/TFM system which can be deployed to obtain high resolution images of components at temperatures up to 350 C.






For more information, email us at
rad@acuren.com
or call (519) 372-1831 and ask for
one of our innovation experts